Processes & Technology
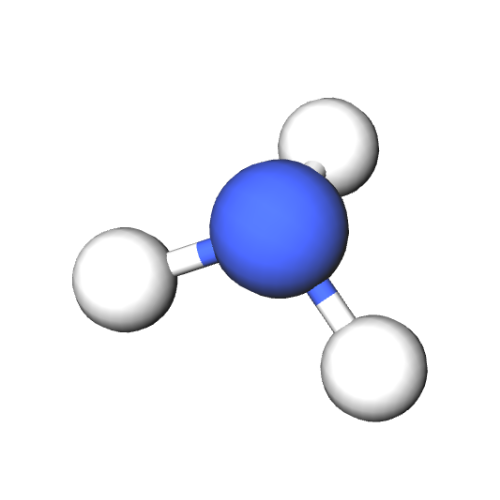
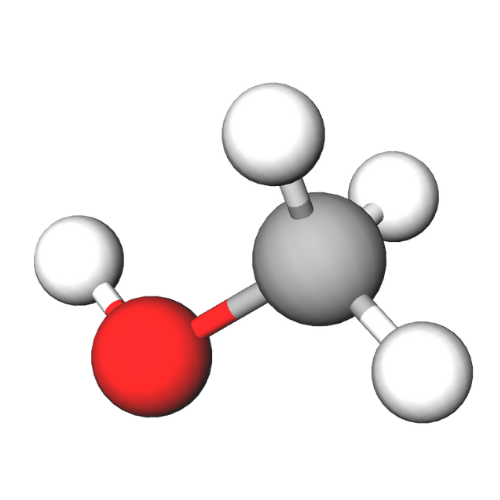
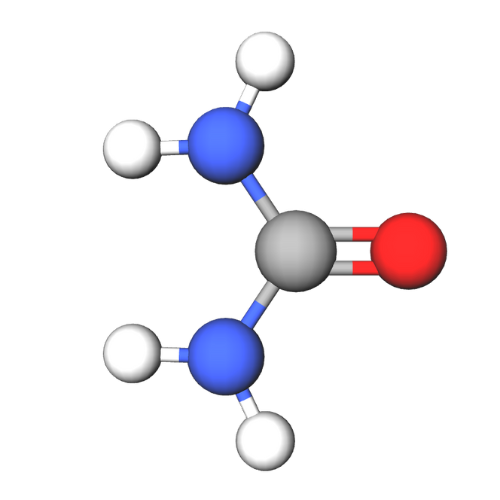
BrightChem provides the most advanced green chemical energy solutions, including ammonia, methanol, green ammonia, urea, and more. The company continues to invest in the construction of integrated and intelligent ammonia (methanol) synthesis plants. After years of persistent effort and development, BrightChem is now a leader in the industry.